
کارخانه فولاد خراسان

تاریخچه:
استان پهناور خراسان که مزین با نام علی بن موسی الرضا (ع) امام هشتم شیعیان است با دارا بودن منابع خدادادی نظیر معادن عظیم سنگ آهن ، گاز طبیعی ، ذغالسنگ ، منابع انسانی متعهد و متخصص و امکاناتی نظیر راه ، راه آهن ، نیروگاههای تولید برق و … و همچنین همجواری با کشورهای افغانستان و آسیای میانه ، برنامه ریزان و مسئولین صنعتی کشور را برآن داشت تا در سال 1362 با مطالعه همه جانبه در استان خراسان امکان استقرار یک مجتمع بزرگ فولاد سازی بظرفیت 8/1 میلیون تن در سال را بررسی نمایند که در سال 1368 با پایان یافتن مطالعات مهندسی و مکان یابی ، محل اجرای طرح در 15 کیلومتری شمال غرب شهرستان نیشابور تعیین گردید و بلافاصله فعالیت های استملاک 1400 هکتار اراضی مورد نیاز و تجهیز و آماده سازی سایت در اراضی مذکور شروع شد.
در آبان ماه سال 1375 قرارداد خرید تجهیزات خارجی پروژه با شرکت ایتالیایی دانیلی به ارزش 152 میلیون دلار منعقد گردید . شروع عملیات اجرایی و نصب تجهیزات مجتمع فولاد خراسان در خرداد ماه 1376 با حضور رییس جمهور محترم وقت حضرت آیه ا… هاشمی رفسنجانی آغاز شد.
در طی سالهای احداث پروژه 33هزار تن انواع تجهیزات و ماشین آلات نصب ،000ر030ر2 متر مکعب عملیات تسطیح و 540ر686ر1 متر مکعب عملیات ساختمانی ، 367ر117 متر مکعب بتون ریزی و 032ر463ر9 کیلوگرم آرماتور بندی انجام شد و سرانجام در 31 خرداد ماه سال 1380 واحد نورد مقاطع ساختمانی مجتمع فولاد خراسان در راستای سیاستهای اقتصادی دولت محترم جمهوری اسلامی مبنی بر خودکفایی صنعتی و رفع وابستگی محصولات استراتژیک به عنوان بزرگترین مجتمع فولادسازی در شرق کشور به دست توانمند جناب آقای سیدمحمد خاتمی رییس جمهور محترم افتتاح و راه اندازی شد و در بهمن ماه همان سال واحد ذوب و ریخته گری کارخانه با حضور وزیر محترم صنایع و معادن جناب آقای مهندس جهانگیری به بهره برداری رسید.
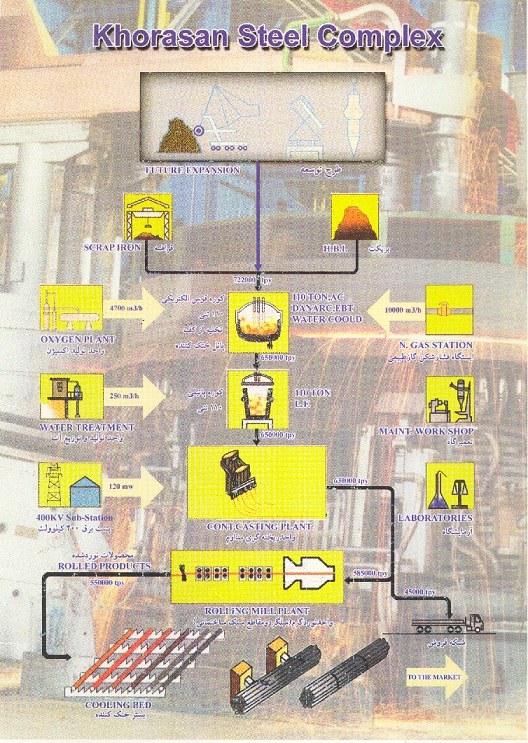
شرح کلی خطوط تولید:
شرکت فولاد خراسان از واحدهای مختلف تشکیل شده است که دو واحد فولادسازی و نورد به عنوان واحدهای اصلی و بقیه واحدها پشتیبانی فنی و جانبی محسوب می گردند.
الف ) ناحیه فولادسازی شامل :
1– واحد آهن قراضه :
در این واحد انواع آهن قراضه بر اساس سنگینی و سبکی و میزان ناخالصی درجه بندی شده بر اساس درجه اختصاص یافته در محل های مخصوص نگهداری می شود و سپس بوسیله سه دستگاه جرثقیل سقفی به سبد حمل قراضه انتقال داده شده و برای انجام عملیات ذوب حمل می گردد.
2– واحد ذوب :
– کوره قوس الکتریکی
آهن قراضه انتقال یافته به وسیله ماشین حمل قراضه ، در واحد ذوب با استفاده از جریان الکتریسیته ( قدرت ترانس 120 مگاولت آمپر) در کوره قوس الکتریکی 110 تنی (DANARC, AC) به مذاب تبدیل می شود.
در این قسمت انواع مواد افزودنی به ذوب اضافه شده تا خواص مورد نظر را پیدا نماید ، این واحد توانایی استفاده از آهن قراضه و آهن اسفنجی را به عنوان ماده اولیه دارد و ظرفیت تولید سالانه آن 650000 تن فولاد می باشد که از ذوب 722000 تن آهن قراضه استحصال می شود.

– کوره پاتیلی
فاکتورهای حرارتی و مشخصات فنی فولاد مذاب تولیدی در کوره قوس الکتریکی پس از انتقال به کوره پاتیلی تنظیم شده و سپس پاتیل مذاب بوسیله جرثقیل های سقفی 270 تنی به ماشین پاتیل گردان منتقل و آماده ریخته گری می گردد.
3- واحد ریخته گری مداوم :
فولاد مذاب آماده ریخته گری ، با استفاده از 6 خط ریخته گری مداوم به شمشهای فولادی استاندارد با مقطع 150×150 و 130×130 و 180×180 میلیمتر و در طولهای مختلف قابل تبدیل است در این واحد سالانه 650 هزار تن فولاد مذاب به 000ر630 تن شمش فولادی تبدیل می گردد.
4- واحد حمل مواد اولیه :
این واحد جهت آماده سازی و انبار مواد افزودنی واحد ذوب ایجاد شده و با توجه به مجهز بودن به وسایل مکانیکی و نوار نقاله ، حمل مواد افزودنی به کوره ذوب بسیار سریع و دقیق صورت می گیرد و تمام مراحل به صورت خودکار انجام می شود.
5- واحد تصفیه دود :
گرد و غبار حاصل از کوره قوس الکتریک و کوره پاتیلی ، جهت غبار زدایی به این واحد هدایت می شود و با توجه به نوع تجهیزات نصب شده حجم بالایی از گرد و غبار ایجاد شده جذب می شود و از انتشار آن در داخــل سالن و محیط اطراف جلوگیری می نمایند .

ب ) ناحیه نورد
شمشهای تولیدی در واحد ریخته گری پس از شارژ در کوره پیش گرم و رسیدن به دمای مورد نظر با گذشتن از 20 قفسه غلطک که به صورت عمودی و افقی در یک راستا نصب شده به انواع محصولات فولادی تبدیل می گردند .
برای نیل به این هدف شمش ها مراحل زیر را به ترتیب طی می کنند.

1- شمش ها برای رسیدن به دمای مناسب جهت نورد شدن وارد کوره پیش گرم با کف متحرک می شوند . ظرفیت این کوره 110 تن در ساعت می باشد.
2- شمشها پس از خروج از کوره پیشگرم از قسمت پوسته زدایی عبور می کنند در این قسمت پوسته و زنگ شمشها به وسیله فشار آب جداشده تا محصولاتی با کیفیت بالا تولید و به مشتریان عرضه گردد.
3- بلافاصله پس از قسمت پوسته زدایی شمش ها به Pinch Roll می رسند . وظیفه Pinch Roll گرفتن و هدایت شمش با فشار به داخل غلتکهای داخل قفسه می باشند.

1- در مرحله بعد شمش ها از قیچی متوقف کننده (Snap Shear) عبور می کنند .در صورت بروز هرگونه مشکل در خط نورد، این قیچی شمش در حال نورد شدن را قطع و متوقف می کند.
2- سپس شمشها به ترتیب از 20 قفسه غلطک عبور می کنند. هر یک از قفسه ها دارای یک جفت غلطک می باشد که به ترتیب به صورت افقی و عمودی در یک راستا نصب شده است .
3- در طی مراحل نورد علاوه بر (Snap Shear) سه عدد قیچی دیگر نیز وجود دارد.
الف- یک قیچی پس از قفسه شماره هشت و یک قیچی بعد از قفــسه شماره چهارده قراردارد که سر و ته محصولات را قطع می کند.
ب – یک قیچی دیگر در انتهای خط نورد قراردارد که محصولات را در طولهای برنامه ریزی شده قطع می کند .
7- در انتهای خط نورد محصولات نورد شده از محفظه کاهش سریع دما (QTB) عبور می کنند که خود باعث افزایش کیفیت محصولات این شرکت می شود.
8- در آخرین مرحله محصولات نورد شده بر روی بستر خنک کننده قرار می گیرند تا دمای خود را از دست داده و برای بسته بندی ، انبار و عرضه به بازار آماده شوند.
ظرفیت تولید سالانه این واحد 000ر550 تن انواع مقاطع ساختمانی شامل :
– میلگرد ساده و آجدار از سایز 10 تا 45 میلیمتر
– نبشی از سایز 4×25 تا 6×60 میلیمتر
– ناودانی از سایز 15×35 تا 30×60 میلیمتر
– تسمه از سایز 5×25 تا 6×100 میلیمتر
– چهارگوش از سایز10 تا 40 میلیمتر
– شش گوش از سایز 15 تا 5/37 میلیمتر

ج ) واحدهای پشتیبانی فنی شامل :
1)- آبرسانی
در واحد آبرسانی ، آب مصرفی از طریق منابع آب زیرزمینی ( چاه های حفرشده ) وارد مخزن اصلی شده سپس قسمت عمده آن به بخش صنعتی و قسمت جزیی آن جهت آبیاری فضای سبز استفاده می شود.
آب خام وارده به بخش صنعتی وارد مخزن فرعی که از سه قسمت مخزن آب آشامیدنی ، مخزن آب خام و مخزن آب املاح زدایی شده است ، منتقل می گردد.
الف ) واحد تصفیه آب :
آبهای مصرفی ناحیه نورد و ناحیه فولادسازی بعد از مصرف در خطوط تولید جهت جداسازی روغن و ذرات جامد محلول در آب به این قسمت وارد شده و بعد از انجام عملیات جداسازی و تصفیه های لازم به چرخه تولید برمی گردد که کاهش مصرف آب و جلوگیری از آسیب دیدگی تجهیزات را به دنبال دارد .
آب مورد نیاز واحدهای عملیاتی پس از انتقال به مخزن فرعی عبور از سیستم املاح زدایی وارد مخزن آب املاح زدایی شده گردیده و به همراه آب خام در سه سیستم ، چرخه آب مستقیم ، چرخه غیر مستقیم و چرخه غیر مستقیم و بسته ، به چــرخه تولید بر می گردد.
ب ) چرخه آب مستقیم :
آّب این چرخه از 33% آب املاح زدایی شده و 67% آب خام تشکیل شده است که به طور مستقیم محصولات و تجیهزات را خنک می کند . این چرخه آبهای اسپری شده بر روی محصولات و آبهای خنک کننده ایستگاههای نورد و تجهیزات تاسیسات جانبی و آب محفظه خنک کننده را جمع آوری کرده و به مخزن جداسازی ذرات جامد هدایت می کند تا ذرات معلــق و ســـنگین آن ته نشین شود و همچنین روغن زدایی شود این آب پس از عبور فیلترهای مربوطه و بــــــــرج خنک کننده به مخزن اصـــلی باز می گردد.
ج ) چرخه غیرمستقیم :
آّب این چرخه از 33% آب املاح زدایی شده و 67% آب خام تشکیل شده است که به طور غیرمستقیم ماشین آلات واحد ریخته گری مداوم ، کوره پایتلی ، کوره قوس الکتریکی ، نورد ، واحد تصفیه دود و تاسیسات جانبی را خنک می کند این آب پس از عبور از برج خنک کننده به مخزن اصلی باز می گردد.
د ) چرخه غیر مستقیم و بسته:
آّب این چرخه به طور کامل از مخزن املاح زدایی شده تامین می شود و به طور مداوم در مسیری بسته و بدون ارتباط مستقیم با هوا و تجهیزات در حرکت است و قطعات و تجهیزات بخصوصی همانند غالب های واحد ریخته گری مداوم را خنک می کند . این چرخه علاوه بر آب از مبدل های حرارتی مخزن جمع آوری آب و ایستگاه پمپاژ تشکیل شده است .
هـ ) تانک اضطراری
قالبهای ماشین آلات واحد ریخته گری مداوم ، کوره قوس الکتریکی و کوره پیش گرم واحد نورد برای موارد اضطراری به تانک آب اضطراری وصل شده است . این تانک در ارتفاع 40 متری از سطح زمین واقع شده و 300 متر مکعب ظرفیت دارد.
همچنین بخشی از آب خام به عنوان آب آشامیدنی ، آب مورد نیاز واحد اکسیژن و هوای فشرده و آتش نشانی و آبیاری فضای سبز مورد استفاده قرار می گیرد.
2)- گازرسانی
گاز رسانی از سه بخش تولید اکسیژن و نیتروژن ، تولید هوای فشرده و تامین گاز طبیعی تشکیل می شود.
الف ) واحد اکسیژن و نیتروژن
این واحد که اکسیژن و نیتروژن مورد نیاز واحدهای ذوب ، ریخته گری مداوم ، نورد و دستگاه های برش را تامین می کند از اجزای زیر تشکیل شده است .
– کمپرسورهای هوا
– چیلرها
– واحد تخلیص هوا که جهت خشک کردن هوا و جداسازی Co2 استفاده می شود
– استریل سازی هوا
– کمپرسورهای اکسیژن و نیتروژن
– محفظه خنک کننده
– ایستگاه کپسول پرکنی
– تجهیزات جانبی
این واحد توان تولید 4700 متر مکعب در ساعت اکسیژن با خلوص 5/99% و 400 متر مکعب در ساعت نیتروژن با خلوص 5/99% را دارد.
ب ) واحد تولید هوای فشرده
واحد تولید هوای فشرده مجتمع فولاد خراسان با ظرفیتی معادل 5400 متر مکعب در ساعت جهت تغذیه تمام واحدهای مصرف کننده در سرتاسر مجتمع طراحی شده و دارای اجزای زیر می باشد.
– 4 دستگاه کمپرسور مارپیچی
– 4 دستگاه خشک کننده هوا
– ا عدد مخزن هوای فشرده
– تنظیم کننده کارکرد نوبتی کمپرسورها
– فیلتر روغن
3)- پست گاز طبیعی
فشار گاز طبیعی دریافتی از شبکه سراسری پس از ورود به ایستگاه فشارشکن 50000 متر مکعبی داخل مجتمع و عبور از فیلترها به کمک رگلاتورها از 63 بار به 12 بارکاهش می یابد.
سپس گاز طبیعی به پست توزیع گاز طبیعی واقع در محدوده واحد نورد اننتقال یافته و بوسیله شبکه گاز به ظرفیت 50000 نرمال متر مکعب برای مصرف در واحدهای کوره پیشگرم نورد ، کوره ذوب ، کوره پاتیلی و سایر قسمتهای تولیدی و خــدماتی اننتقال می یابد و با توجه به آینده نگری انجام شده جهت اجرای فازهای توسعه خط انتقال گاز تا ورودی مجتمع 150000 نرمال متر مکعب در ساعت اجرا شده است .
4)- برق رسانی
2∙1 مگاوات برق مورد نیاز فاز اول مجتمع توسط نیروگاه سیکل ترکیبی نیشابور که در فاصله 13 کیلومتری شرق مجتمع قراردارد تامین و از طریق 13 کیلومتر خط اختصاصی 400 کیلو ولت به مجتمع منتقل می شود . تجهیزات فوق ظرفیت انتقال تا 400 مگاوات را دارا می باشند.
– پست برق 400 کیلو ولت :
برق مذکور پس از ورود به پست 400 کیلو ولت کارخانه از طریق دو دستگاه ترانسفورماتور با قدرتهای 165 و 5/62 مگاولت آمپر به ولتاژ 33 کیلو ولت تبدیل و از طریق تابلو 33 کیلوولت با بریکرهای گازی در دو شبکه جداگانه در سطح کارخانه توزیع می گردد.
شبکه اول برق مورد نیاز کوره های قوس الکتریکی را تامین نموده و برق با ولتاژ 33 کیلو ولت را از طریق کابلهای فشار قوی به واحد فوق منتقل و با استفاده از دو دستگاه ترانسفورماتور با قدرتهای 120 و 17 مگاولت آمپر مستــقیما به الکتـــرودهای کوره های ذوب و پاتیلی جهت قوس الکتریک منتقل می نماید. به منظور جلوگیری از آثار زیان بار کوره های قوس الکتریکی مانند نوسانات برق ، فلیکر و برق راکتیو سیستم SVC که اصلاح کننده موارد فوق می باشد پیش بینی و نصب گردیده است .
شبکه دوم برق مورد نیاز سایر قسمت های کارخانه را تامین می کند برق با ولتاژ 33 کیلو ولت از طریق کابلهای فشار قوی به واحدهای نورد و فولاد سازی منتقل و در هر واحد بوسیله یک ترانسفور ماتور با قدرت 5/31 مگاولت آمپر به ولتاژ 6/6 کیلو ولت تبدیل و از طریق تابلوهای فشارقوی متوسط در سطح کارخانه توزیع در محلهای مصرف از طریق چندین ترانسفورماتور توزیع به ولتاژ ضعیف تبدیل شده و مصرف می گردد.
5)- واحد اتوماسیون و ابزار دقیق
این واحد مسئولیت بازرسی و نگهداری و تعمیرات شبکه های اتوماسیون مجتمع و رفع ایرادات احتمالی آن ، اصلاح و تعمیرات برنامه های نرم افزاری و سخت افزاری و مراقبت از سیستم مخابراتی و ارتباطات درون سازمانی و برون سازمانی و کنترل ابزارهای دقیق مجتمع را عهده دار می باشد.
الف) شبکه اتوماسیون:
شبکه اتوماسیون مجتمع فولاد خراسان مشتمل بر Plcهای متعددی از سری Simatic S5 می باشد که در اطاقهای مخصوص (Plc Room) متمرکز شده و هر کدام به صورت انفرادی وظیفه کنترل فرایند یک بخش (کوره پیش گرم ) یا یک ماشین ( قیچی ) را به عهده دارند و کلیه Plcهای اصلی از طریق یک شبکه H1 و کارتهای CP بیکدیگر متصل و تبادل اطلاعات دارند.
کامپیوترهای متعددی تحت عنوان (Operator Work Station) که انتخاب محصول تولیدی و پارمترهای مرتبط با آن توسط آنها انجام می شود و کامپیوترهای دیگر تحت عنوان HMI (Human Machne Interface) جهت اجرا فرامین و مشاهده وضعیت خطوط تولید دیدن هشدارهای صادره از طرف ماشین در اطاقهای کنترل در اختیار اپراتورهای اطاق کنترل می باشد . این PCها ( Personnel Computer) به شبکه H1 متصل می باشند. فرمان صادره از سوی اپراتور از طریق شبکه به PLC مربوطه وارد و پس از پردازش و آماده بودن شرایط فرمان اجرا می شود.
شبکه دیگری جهت جمع آوری اطلاعات منطقی از خط به نام (Logic Line Distribution Peripheri) L 2 – DP وجوددارد که کلیه سیگنالها اعم از دیجیتال با آنالوگ را از سنسورها ،فتوسلها ، لیمت سوئیچ ها و … جمع آوری کرده و از طریق کارتهای ورودی به شبکه L2 متصل و سپس به PLC های اصلی منتقل نموده و فرمان های اجرایی را نیز از طریق PLC های اصلی که به همین شبکه متصل می باشد به Actuatorها ، رله ها، ســلونوئیدها ، شیرهای کنـــترل و …منتقل می نمایند.
سیستم دیگری بنام ServerVax یا سیستم اطلاعات وجود دارد که وظیفه آن تهیه گزارش از میزان تولید ، وضعیت و نوع محصول تولید ، توقف تولید ، مصرف انرژی ( گاز – برق و …) جهت ارائه به مدیریت و مسئولین می باشد.
ب ) سیستمتلویزیونمداربسته
برای مشاهده وضعیت ماشین آلات دوربین های مدار بسته ای (CCTV) در اتاق های کنترل وجود دارد که مانیتورهای آن جهت مشاهده وضعیت ماشین آلات و تجهیزات در اطاقهای کنترل نصب گردیده است .
6- سیستم تصفیه فاضلاب بهداشتی :
شبکه انتقال فاضلاب که در کل سایت نصب شده وظیفه ، جمع آوری و انتقال فاضلاب بهداشتی را به سیستم تصفیه فاضلاب بعهده دارد . در سیستم تصفیه فاضلاب که به روش بیولوژیکی و به صورت هوازی احداث شده است فاضلاب تصفیه شده و بعد از جمع آوری درمنابع ذخیره آب جهت آبیاری فضای سبز استفاده می گردد
7- ساختمانهای جانبی :
نمازخانه ، ساختمانهای اداری دوران ساخت ، ساختمانهای اداری تولید ، انبارهای نگهداری مواد و قطعات ، اورژانس ، آتش نشانی ، رستوران ، باسکول ، ورودی های اصلی ، پمپ بنزین ، تعمیرگا هها ، اتاقهای کنترل ، راه آهن داخلی و خــارجی ، جاده ها ، اتوبان های خارجی و داخلی از ساختمانهای جنبی محسوب می گردند.
مدیریت کیفیت
از آنجائیکه رهبری و اداره موفقیت آمیز یک سازمان ، مستلزم هدایت و کنترل آن به نحوی نظام مند و شفاف می باشد و ملحوظ کردن مدیریت کیفیت به عنوان یکی از اصول مدیریتی در بین سایر اصول می باشد لذا شرکت مجتمع فولاد خراسان اقدام به استقرار نظام مدیریت کیفیت بین المللی (ISO9001-2000) نمود تا با بکارگیری و نگهداری این نظام بتواند ضمن توجه به نیازهای تمامی طرف های ذینفع ، بهبود مداوم عملکرد را در فعالیتهای خود مورد نظر داشته باشد.
هشت اصل مدیریت کیفیت برای رسیدن به موفقیت های پایدار در شرکت شناسایی شده و برای هر یک برنامه ریزهای لازم انجام گرفته است .
الف ) مشتری گرایی (Customer Focus)
شرکت مجتمع فولاد خراسان بقای خود را وابسته به مشتریان می داند و از این رو اقدام به شناسایی نیاز حال و آینده مشتریان نموده و تلاش می نماید چیزی فراتر از انتظار به آنان ارائه نماید.
ب ) رهبری (Leader Ship)
با توجه به اینکه رهبران بین اهداف و مقاصد سازمان و سمت و سوی حرکت آن وحدت ایجاد می کنند ، لذا مدیریت شرکت سعی در ایجاد و تداوم فضای و محیطی دارد که در آن همه کارکنان در جهت دستیابی به اهداف آن مشارکت کنند.
ج) مشارکت کارکنان (Involvement Of People)
با توجه به اینکه کارکنان در تمام سطوح ، گوهر بنیادین سازمان بشمار می روند مدیریت شرکت سعی دارد با مشارکت تام آنان ازقابلیت آنها جهت منافع سازمان بهره برداری نماید.
د) فرایندگرایی (Process Approch)
اداره فعالتیها و منابع مرتبط با آنها به عنوان یک فرایند موجب می شود نتایج مطلوب با کارایی بیشتری بدست آیند ، لذا مدیریت شرکت نظام مدیریت کیفیت خود را به منظور برآورده ساختن موارد زیر بر اساس نیازمندیهای استاندارد ISO ایجاد ، مستند و اجرا نموده و اثر بخشی آن را به طور منظم ارزیابی و بهبود خواهد بخشید:
1- شناسایی کلیه فرایندهای مورد نیازنظام مدیر یت کیفیت و کاربرد آنها در سراسر سازمان
2- مشخص کردن توالی و تعامل فرایندها
3- داشتن شاخص و معیاری برای اندازه گیری اثر بخشی و کارآیی فرآیندهای مرتبط با تحقق محصول
4- در دسترس داشتن منابع و اطلاعات لازم برای پشتیبانی از عملیات و نظارت بر فرایندها
5- اندازه گیری و تجزیه و تحلیل فرایندها
6- انجام اقدامات لازم برای دستیابی به نتایج برنامه ریزی شده و بهبود مداوم فرآیندها
استانداردها:
میلگردهای ساده با قطرهای مختلف مطابق با استاندارد بین المللی DIN1013 و استاندارد ملی ایران 3132 و میلگرد آجدار با قطرهای مختلف مطابق با استاندارد بین المللی DIN488 و استاندارد ملی ایران 3132 تولید می شوند. انواع تسمه ، نبسی ، ناودنی ، چهارگوش و شش گوش در اندازه های مختلف مطابق با استاندادهای بین المللی DIN1015,DIN1014,DIN1026,DIN 1028,DIN1017 تولید می شوند.
کنترل کیفیت :
مجتمع فولاد خراسان مجهز به یک سیستم کنترل کیفی منظم بمنظور حصول اطمینان از تحویل محصولات به مشتری مطابق با استانداردهای ملی و بین المللی می باشد برای رسیدن به این هدف اقدامات زیر بعمل می آید.
1- انجام کنترل های به موقع در طول خط تولید .
2- انجام کلیه عملیات بازرسی های چشـــمی ، ابعــادی و آزمایشگاهی بصورت مداوم از ورود مواد اولیه ، فولادســازی ، ریخته گری و نورد.
3- ارائه گواهی نامه های کیفی به مصرف کنندگان
4- دو آزمایشگاه مدرن با تجهیزات کامل تمام آزمایشات شیمیایی ، مکانیکی و تکــنولوژیکی را در طول خط تولیـــد انجام می دهند
5- واحد تحقیق و توسعه در مورد افزایش خواص ، کاربرد محصولات و تولید محصولات جدید فعال می باشند.
6- کلیه اطلاعات فنی خط تولید و محصولات در تمام مراحل تولید به طور مداوم جمع آوری و تحلیل و بررسی می شوند.
طرح توسعه جهت احداث واحد احیاء مستقیم با ظرفیت 000ر800 تن در سال
تحول اقتصادی و اجتماعی از ایجاد کارخانجات فولادسازی در سطح کلان موقعی تحقق می یابد که زنجیره تولید فولاد با استفاده از سنگ آهن معادن به عنوان مواد اولیه واحد فولادسازی تکمیل گردد و فرصتهای شغلی فراوانی در معدن ، سیستم حمل و نقل و تولید ایجاد شود.
با توجه به اینکه احداث واحد گندله سازی درمعدن سنگ آهن خواف مورد تصویب قرارگرفته است و بزودی اجرای آن شروع خواهد شد و از طرفی مجتمع فولاد خراسان کلیه امکانات زیربنایی احداث یک واحد احیا مستقیم را قبلا پیش بینی و ایجاد نموده است به دلایل فنی و اقتصادی ذیل توجیه پذیر بوده و این پروژه که سرمایه گذاری آن 51 میلیون دلار و 550 میلیارد ریال برآورد شده می بایستی هر چه سریعتر اجرا گردد.
1- در صورت عدم استفاده از سنگ آهن سالانه نیاز به 723 هزار تن آهن قراضه می باشد که تامین این میزان از داخل کشور ممکن نیست و قسمت عمده آن می بایست از خارج وارد شود که با در نظر گرفتن حداقل قیمت آن که حدود 100 دلار در هر تن می باشد سالانه موجب خروج 72 میلیون دلار ارز از کشور می گردد.
2- امکانات زیر بنایی مورد نیاز طرح احیاء قبلا پیش بینی شده لذا نیاز به سرمایه گذاری در این خصوص نیست و امکانات موجود پاسخگوی نیاز طرح احیاء مستقیم می باشد .
3- هدف از اجرای طرح گندله سازی مجتمع سنگ آهن سنگان تامین مواد اولیه مجتمع فولاد خراسان بوده که در صورت عدم اجرای طرح احیاء مستقیم پروژه گندله سازی سنگان نیز توجیهی نخواهد داشت.
ایجاد فرصت های شغلی به طور مستقیم و غیر مستقیم .







وي با اشاره به اين که بانک تجارت پرداخت 50 ميليارد ريال تسهيلات را تعهد کرده است، افزود: 40 پروژه استان با اعتباري بيش از 6 هزار و 800 ميليارد ريال در طرح هاي مهر ماندگار قرار دارد که فولاد قاينات از جمله اين پروژه هاست.